-
江阴昭瑞钢板有限公司
主营:钢板切割加工,钢板数控切割,钢板零割,钢板下料,特厚钢板切割,特厚钢板零割

江阴昭瑞钢板有限公司
主营:钢板切割加工,钢板数控切割,钢板零割,钢板下料,特厚钢板切割,特厚钢板零割 16
16

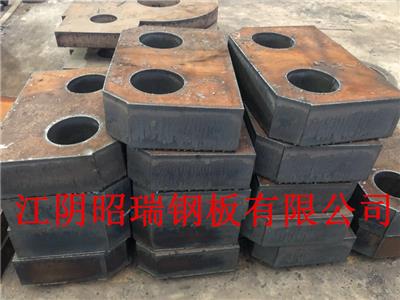
江阴市昭瑞钢板有限公司是从事钢板数控切割、钢板零割、特厚钢板数控下料及加工、配送等一站式服务。公司位于江苏省江阴市,地理位置优越、交捷。
现在,随着大功率等离子切割技术的成熟,切割厚度已**过mm,扩大了数控等离子切割和切割的规模。火焰切割器钢板的切割速度对应于钢在氧气中的燃烧速度。
在数控火焰切割机的实际生产中,切割速度应根据所用切割喷嘴的性能参数,气体类型和纯度,钢板材料和厚度进行调整。切割速度直接影响切割过程的稳定性和切割部分的质量。如果要人为地提高切割速度以提高生产效率并使用减速切割速度来优化切割质量,则无法做到,切割部分的质量只会恶化。切割速度太快会导致切割部分出现凹痕和熔渣等质量缺陷,从而导致切割结束。较慢的切割速度将导致切口的上边缘熔化和下垂,下边缘变圆,以及切割部分的下半部分。一些带有水射流的深沟槽出现等等。数控火焰切割机的预热处理是完成切割火焰温度控制的直接方法。在我国大多数数控火焰切割机的工作模式中,控制系统的时间设计一般需要控制切割火焰的温度。传统火焰切割方法与数控技术的结合使得数控火焰切割机在市场上得到更广泛的应用。在实际加工和使用中,考虑到火焰切割加工板厚度的巨大差异,许多公司无法准确掌握数控火焰切割机在不同材料和厚度下的速度设定。钢板切割和抛光的好处在钢板切割过程中,为什么需要抛光自由边缘。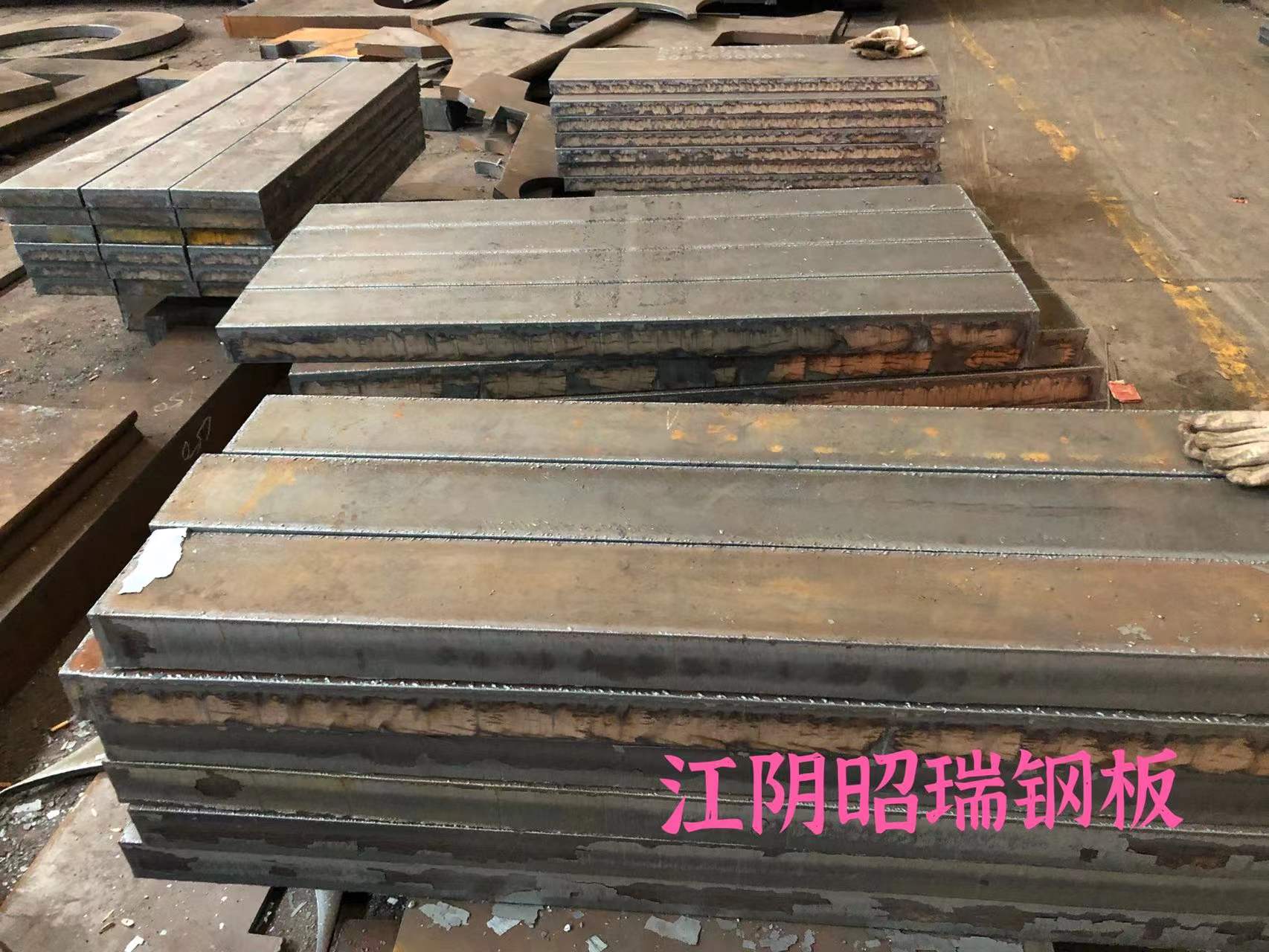
哪种切割方法适合厚板切割?
从角度来看,火焰切割设备的成本不是很高,在切割厚板时,其经济性能良好,但用于切割薄板时,并未显示出其在使用中的优势由于这种切割方法,热影响区相对较大,热变形较大。因此,在钢板切割过程中,如果加工材料是厚金属板,则适合使用火焰切割。只有一种方法可以切割不锈钢板吗。不锈钢板的切割在钢板切割过程的范围内,这也是常见且经常进行的工作。但是,切割方法的选择和确定取决于不锈钢板的面积,厚度和切割要求。如果不锈钢板的厚度大于50mm,则使用火焰切割,并且薄的不锈钢板是等离子切割。另外,如果切割要求相对较高,则可以使用激光切割。?如果钢板切割过程采用激光切割,那么钢板厚度的上限是多少。钢板加工人员,其职业名称称为铆接或粉碎金属制品。切割钢板,首先切割并衬里,然后切割。在钢板切割工艺中,当使用激光切割方法时,钢板厚度的上限为50mm。
在实践中,切割速度应根据所用切割喷嘴的性能参数,气体类型和纯度,钢材料和厚度进行调整。切割速度直接影响切割过程的稳定性和切割部分的质量。假设不可能人为地增加切割速度以提高生产能力和减慢切割速度以地改善切割部分的质量,并且仅切割部分的质量可能劣化。
切割速度太快会导致切割部分出现凹陷和渣渣等质量缺陷,这可能构成切断悬挂;切割速度太慢会导致插头的上边缘熔化和塌陷,下边缘会变圆。在切片的下半部分用水冲洗切割深槽凹坑,依此类推。在正常火焰切割过程中,切割氧气流量与垂直切割氧气流量稍微偏移,相应的偏移量称为后部阻力。当速度太低时,没有后拖,并且在工件下方的切削刃处的火花束在切削方向上偏移。如果割炬的工作速度提前,则火花束将在相反方向上偏移。当火花束与切割的氧气流平行时,认为切割速度是正常的。
钢板切割的操作工艺在进行自动切割时,吊钢板至气割平台上,应调整钢板单边两端头与导轨的距离差在mm范围内。在进行半自动切割时,应将导轨放在被切割钢板的平面上,然后将切割机轻放在导轨上。使有割炬的一侧面向操纵者,根据钢板的厚度选用割嘴,调整切割直度和切割速度。
根据自动切割及半自动切割方式的不同,调整各把割的距离,确定后拖量,并考虑割缝补偿;在切割过程中,割倾角的大小和方向主要以钢板厚度而定。在进行厚板气割时,割嘴与工件表面保持垂直,待整个断面割穿后移动割嘴,转入正常气割,气割将要到达终点时应略放慢速度,使切口下部完全割断。气割前去除钢材表面的污垢,油脂,并在下面留出一定的空间,以利于熔渣的吹出。气割时,割炬的移动应保持匀速,割件表面距离焰心以—mm为宜,距离太近会使切口边沿熔化,太远热量不足,易使切割中断。
为用户提供性价比的产品,是我们永远的追求。
http://ylwh.cn.b2b168.com
欢迎来到江阴昭瑞钢板有限公司网站, 具体地址是江苏省无锡江阴市新园路6号,联系人是杨经理。
主要经营江阴市昭瑞钢板有限公司是一家专业从事钢板数控切割、钢板下料、特厚钢板切割、特厚钢板零割及加工、配送等一站式服务的公司。 我公司承诺广大客户:做好产品、好质量、好售后。坚定“诚信赢得客户、服务设计价值”的服务理念。。
单位注册资金未知。
我司主要供应:钢板切割加工,钢板数控切割,钢板零割,钢板下料,特厚钢板切割,特厚钢板零割等,我们的产品质量优等,种类齐全,销售范围广,我们的服务客户满意;如果您对我公司的产品有兴趣,请在线留言或者来电咨询。