-
江阴昭瑞钢板有限公司
主营:钢板切割加工,钢板数控切割,钢板零割,钢板下料,特厚钢板切割,特厚钢板零割

江阴昭瑞钢板有限公司
主营:钢板切割加工,钢板数控切割,钢板零割,钢板下料,特厚钢板切割,特厚钢板零割 16
16

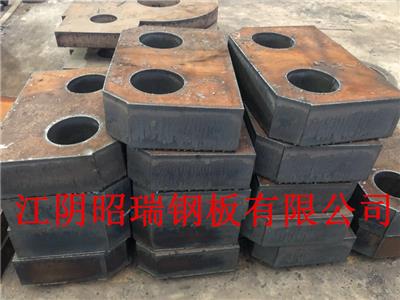
江阴昭瑞钢板有限公司主营钢板切割加工,承接机械配套机加工,钢板加工产品销售到江苏-山东-浙江-辽宁-安徽-湖北等省市。
在钢板上切割不同比例的工件时,先切割小块并切割大块;。切割窄条的切口,在两端留下50mm而不切割。切割长边后,可以使用多个割炬的对称切割方法将其切断。。切直时,要注意每个切割喷嘴的火焰强度应该是常见的,否则很容易弯曲。热切质量控制。在切割过程中,您应始终注意调查影响切割质量的因素,并确保切割的连续性。
工艺参数对气割质量有很大影响。常见的气割表面缺陷与工艺参数之间的关系如下气割外观缺陷及原因分析热切开检查目标气割结束后,应查看钢的切割面。切割表面应无裂纹渣和大于mm的肋条。观察方法是视觉检查。气割完成后,应在切片上标明工程部件号和*的团队。钢板数控切削加工产品是机床,工程机械,矿山机械,大中型变压器,大中型电机锅炉,冶金机械,重型制造企业消耗的主要原材料之一。
在切割过程中,采用科学的布局方法。降低钢板消耗,提高企业经济效益具有重要意义。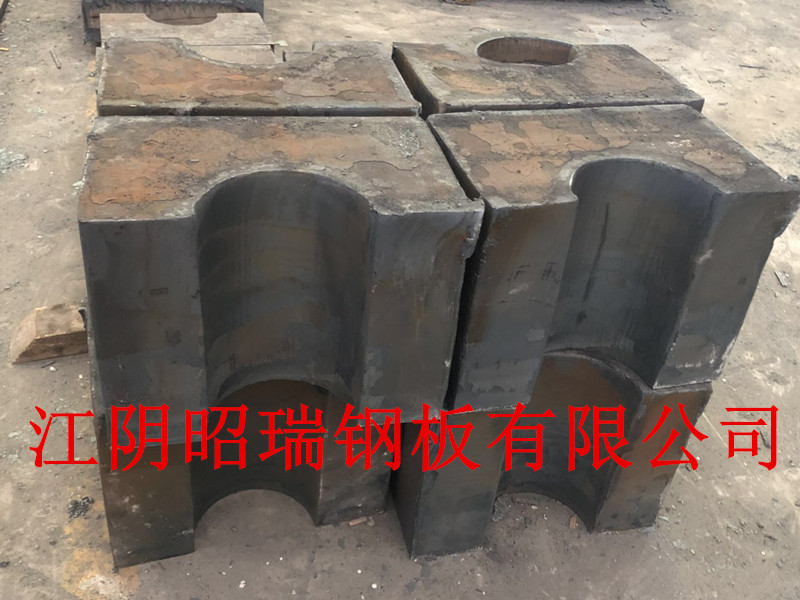
火焰切割:火焰切割是目前使用广泛的切割技术,主要是利用燃气与氧气混合燃烧产生高温对钢材氧化,溶化,从而达到切割的目的。使用的燃气有天然气、乙炔、丙烷等。乙炔已被国家明令淘汰,天然气、丙烷是新型的燃气技述,需要添加崔化剂,崔化、活化后,以达到切割目的。
钢板数控火焰切割操作规程:
1.检查工作场地是否符合安全要求,割炬、氧气瓶、乙炔瓶(或乙炔发生器及回火防止器)橡胶管、压力表等是否正常,将气割设备按操作规程连接好。
2.切割前,首先将工件垫平,工件下面留出一定的间隙,以利于氧化铁渣的吹除。切割时,为了防止操作者被飞溅的氧化铁渣,必要时可加挡板遮挡。
3.检查风线,方法是点燃火焰并将预热火焰调整适当。然后打开切割氧气阀门,观察切割氧流(即风线)形状,风线应为笔直、清晰的圆柱体并有适当的长度。这样才能使工件切口表面光滑干净,宽窄一致。如果风线不规则,应关闭所有的阀门,用通针或其他工具修整割嘴的内表面,使之光滑。
4.将氧气调节到所需的压力。对于射吸式割炬,应检查割炬是否有射吸能力。检查的方法是首先拔下乙炔进气软管并弯折起来,再打开乙炔阀门和预热氧阀门。这时,将手指放在割炬的乙炔过气管接头上,如果手指感到有抽力并能吸附在乙炔进气管接头上,说明割炬有射吸能力,可以使用;反之,说明割炬不正常,不能使用,应检查修理
火焰割受诸多因素的影响。
切割速度直接影响到切割过程的稳定性和切割断面质量。如果想人为地调高切割速度来提高生产效率和用减慢切割速度来良好地改善切割断面质量,那是办不到的,只能使切割断面质量变差。
如果氧气纯度降低0.8%-1%,不仅切割速度下降15%-20%,同时,割缝也随之变宽,切口下端挂渣多并且清理困难,切割断面质量亦明显劣变,气体消耗量也随着增加。
数控零割切割件特点:具有切割面平整光洁、切边整齐、*用户二次加工、正负公差吻合率高、可直接按技术尺寸安装使用等特点。
火焰切割设备的成本低并且是切割厚金属板一经济有效的手段。