-
江阴昭瑞钢板有限公司
主营:钢板切割加工,钢板数控切割,钢板零割,钢板下料,特厚钢板切割,特厚钢板零割

江阴昭瑞钢板有限公司
主营:钢板切割加工,钢板数控切割,钢板零割,钢板下料,特厚钢板切割,特厚钢板零割 17
17
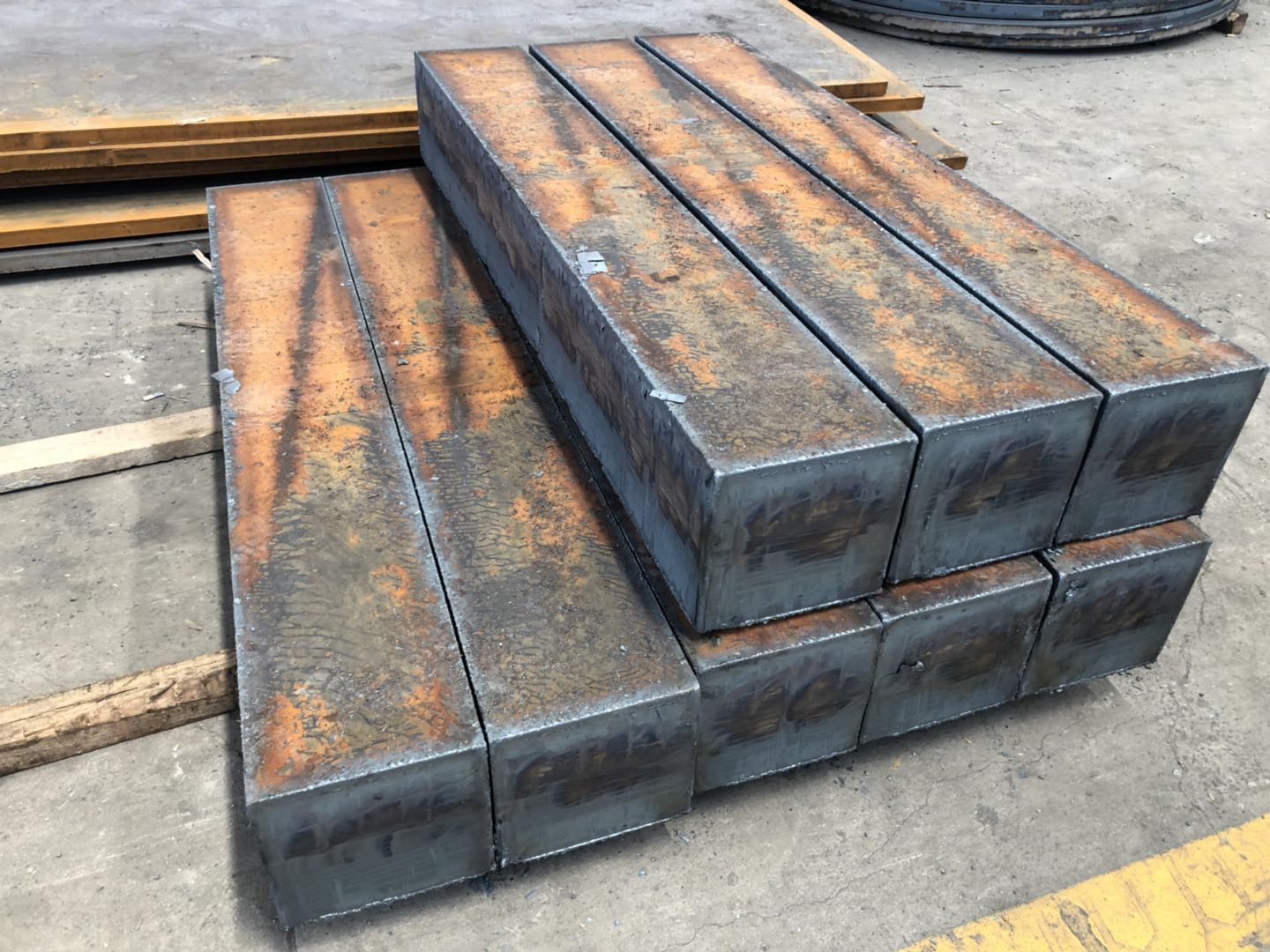
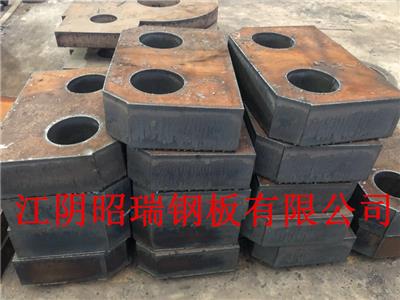
江阴昭瑞钢板有限公司主营钢板切割加工,承接机械配套机加工,钢板加工产品销售到江苏-山东-浙江-辽宁-安徽-湖北等省市。
一方面,氧气是可燃气体燃烧所必需的,它是为达到钢板的可燃温度提供所需的必要能量;另一方面,氧气是钢板预热到燃点后燃烧所必需具备的条件。钢板切割时所用的氧气必须是高纯度的,氧气纯度的通常标准是达到99.5%以上。一些高质量厂家的工业标准要求氧气纯度必须在99.7%以上。当氧气纯度降低时,不仅切割速度降低,而且切割缝会变宽,切口下端会有更多的挂渣,由于很难立即清理,所以切割断面的质量会大大降低,氧气的消耗也会增加。这不仅会降低钢板切割效率和产品的质量,而且增加了生产成本。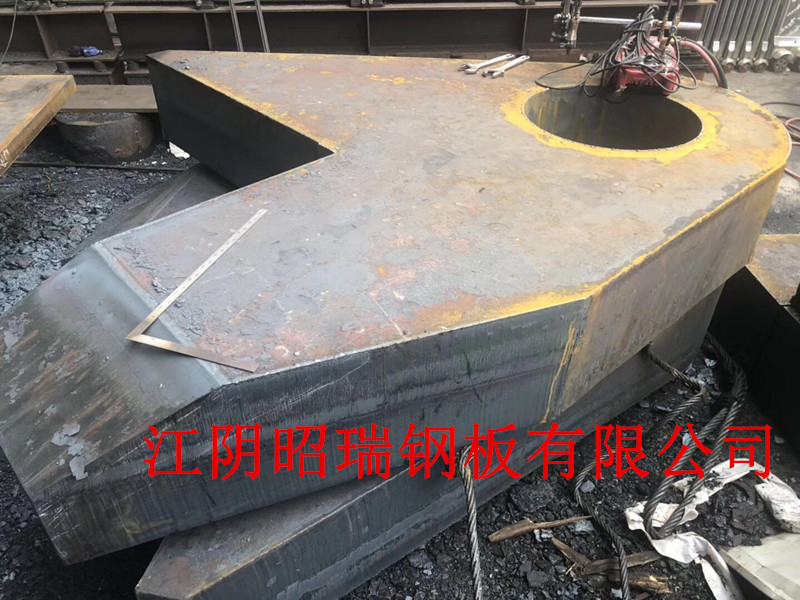
气割设备
主要是割炬(割)和气源。割炬是产生气体火焰、传递和调节切割热能的工具,其结构影响气割速度和质量。有手动割矩,半自动和自动气割机。
手工操作的气割割炬,用氧和可燃气体的气瓶或发生器作为气源。
半自动和自动气割机还有割炬驱动机构或坐标驱动机构、仿形切割机构、光电跟踪或数字控制系统。
钢板的切割速度与钢板在氧气中的燃烧速度是彼此对应的关系。在实际生产中,火焰切割机的切割速度要根据切割喷嘴的性能参数、气体的种类和纯度、钢板的质量和厚度及时进行调整。钢板的切割速度对钢板切割的稳定性和钢板切割断面的质量都会产生直接相关的影响。如果通过人为的手段来提高切割速度来提高生产效率,或者降低切割速度来提高切割断面的质量,是不可能的,这只会导致钢板切割质量的下降。
钢板的切割速度是与钢材在氧气中的燃烧速度相对应的。在实际生产中,应根据所用割嘴的性能参数、气体种类及纯度、钢板材质及厚度来调整切割速度。切割速度直接影响到切割过程的稳定性和切割断面质量。如果想人为地调高切割速度来提高生产效率和用减慢切割速度来地改善切割断面质量,那是办不到的,只能使切割断面质量变差。过快的切割速度会使切割断面出现凹陷和挂渣等质量缺陷,严重的有可能造成切割中断;过慢的切割速度会使切口上边缘熔化塌边、下边缘产生圆角、切割断面下半部分出现水冲状的深沟凹坑等等