-
江阴昭瑞钢板有限公司
主营:钢板切割加工,钢板数控切割,钢板零割,钢板下料,特厚钢板切割,特厚钢板零割

江阴昭瑞钢板有限公司
主营:钢板切割加工,钢板数控切割,钢板零割,钢板下料,特厚钢板切割,特厚钢板零割 17
17

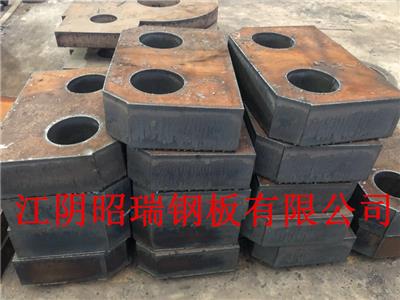
江阴市昭瑞钢板有限公司专业为国内重工装备企业做特厚钢板配套下料加工业务。
因客户与我们在钢板材质上说法的不同,所以必须明确客户采购钢板的材质要求,避免在采购钢板或钢板切割下单时造成材质的混淆和错乱而造成不必要的损失。例如,因钢板材质没有明确而造成的钢板运输费用上的损失也不在少数。所以在钢板销售业务中对钢板材质的了解与客户的明确要求,在钢板销售、切割加工中的成本有着很重要的关系。厚板常见的宽度一般有:1500mm,1800mm、2000、2200、2500、2800,长度一般从6000mm至12000mm。客户是根据自己的产品尺寸要求进行倍尺计算来确定采购钢板的宽度与长度。其次客户考虑在进行钢板加工时所需的加工损耗来确定钢板采购尺寸。尽量减少钢板切割加工过程中的浪费,以达到降低钢板采购资金和综合成本和的目的。客户的钢板采购量较大的时候,可进行钢厂定轧期货。按客户的尺寸进行定制钢板。
影响切割质量及切割过程的主要因素有以下几个方面:
(1)氧气纯度的影响 在气割过程中氧气纯度对切割速度、氧气耗量及切割质量的影响反比较大的。氧气纯度降低,切割速度变慢,金属在氧气中燃烧效果变差,必将影响切割质量。
(2)金屑中杂质和缺陷的影响 金属中含有杂质对火焰切割有很大影响,有的杂质甚至使金属不能实施火焰切割。
(3)燃气纯度对切割质量的影响 燃气的纯度对切割质量和切割过程的影响不大,但燃气中的杂质会产生一定影响。
(4)切割速度对切割质量的影响 火焰切割速度要合适,不能过快也不能过慢。切割速度过快将产生后拖和切不透,甚至翻浆烧坏割,
钢板的硬度比较高,现在很多加工单位所选用的板材也非常厚,
在进行自动切割时,吊钢板至气割平台上,应调整钢板单边两端头与导轨的距离差在5mm范围内。
根据自动切割及半自动切割方式的不同,调整各把割的距离,确定后拖量,并考虑割缝补偿;在切割过程中,割倾角的大小和方向主要以钢板厚度而定。
根据板厚调整切割参数,切割参数包括割嘴型号、氧气压力、切割速度和预热火焰的能量等
钢板加工是为了使整块的规格一致的钢板变成不同的形状来适应客户不同的要求,使之可以应用到不同的领域当中。
在选用钢材的时候工作人员需要对这些材料进行除污操作,板材上面的油脂等也需要清理干净。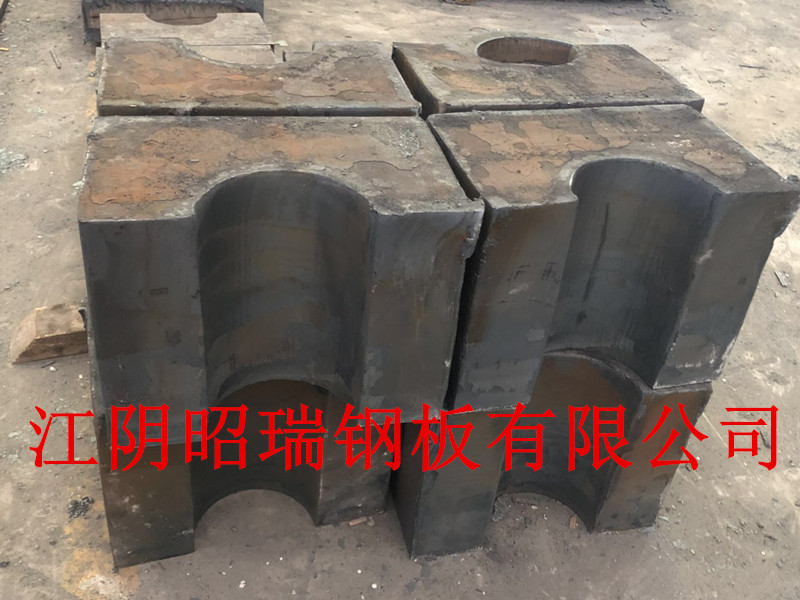
别厚钢板的火焰切割方法与普通低碳和低合金钢的切割一样简单,但在切割厚钢板厚板时,需要注意!!! 随着钢板厚度和硬度的增加,切割边部出现裂纹倾向加大。为防止钢板切割裂纹的产生,切割时应遵循以下建议:
预热切割:预防钢板切割裂纹有效的方法,就是在切割前进行预热。在进行火焰切割前,钢板通常都要预热,其预热温度高低主要取决于钢板质量等级和板厚,预热方法可采用火焰烧、电子加热垫进行的,也可以使用加热炉加热。为确定钢板预热效果,应在加热点被面测试所需温度。 注意:预热特别注意,要使正个钢板界面均匀受热,以免接触热源的区域出现局部过热现象。如果无法进行整版预热,则可以使用局部预热法代替。