-
江阴昭瑞钢板有限公司
主营:钢板切割加工,钢板数控切割,钢板零割,钢板下料,特厚钢板切割,特厚钢板零割

江阴昭瑞钢板有限公司
主营:钢板切割加工,钢板数控切割,钢板零割,钢板下料,特厚钢板切割,特厚钢板零割 16
16
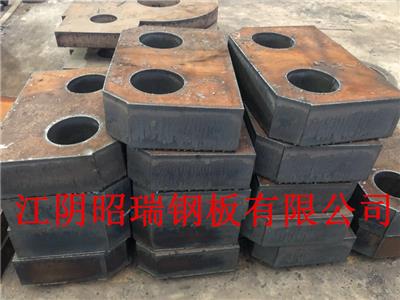
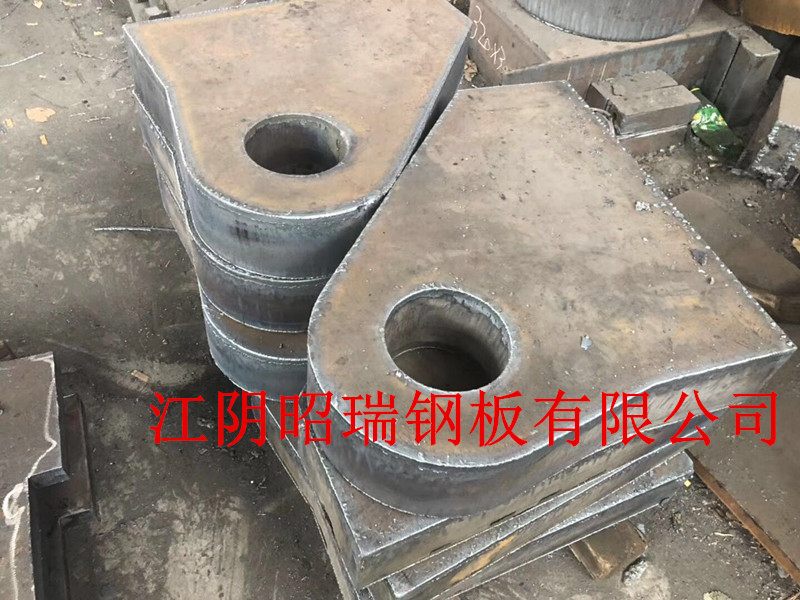
火焰切割
火焰切割是一种较常用的切割厚钢板的经济有效的手段,它切割设备成本低廉。能切割厚达1.2米的钢板。
火焰切割传统的是使用乙炔气切割,后来用丙烷,现在出现了天然气切割。
不同燃料所能达到的温度也不一样:乙炔-氧气火焰较高温度3000-3300度、丙烷-氧气火焰温度在2000-2850度、液化气-氧气在2000-2750度。
火焰切割是利用气体火焰将钢板预热到钢铁的燃点(约1300℃左右),然后再喷射高压氧气流,使钢板发生剧烈的氧化(燃烧),形成氧化物(熔渣)并被高压氧流吹走,并释放出热量。所放出的热量又进一步预热下一层金属,使其达到熔点。
金属的气割过程,就是预热、燃烧、吹渣的连续过程,其实质是金属在纯氧中燃烧的过程,而不是熔化过程。
气割设备
主要是割炬(割枪)和气源。割炬是产生气体火焰、传递和调节切割热能的工具,其结构影响气割速度和质量。有手动割矩,半自动和自动气割机。
手工操作的气割割炬,用氧和可燃气体的气瓶或发生器作为气源。
半自动和自动气割机还有割炬驱动机构或坐标驱动机构、仿形切割机构、光电跟踪或数字控制系统。
对金属的要求
当然,对被切割的钢板也有一定的要求。只有符合下面条件的金属才能被切割:
1.金属在氧气中的燃烧点要低于其熔点;
2.气割时金属氧化物的熔点应低于金属的熔点;
3.金属在切割氧流中的燃烧应是放热反应;
4.金属的导热性不应太高;
5.金属中阻碍气割过程和提高钢的可淬性的杂质要少。