-
江阴昭瑞钢板有限公司
主营:钢板切割加工,钢板数控切割,钢板零割,钢板下料,特厚钢板切割,特厚钢板零割

江阴昭瑞钢板有限公司
主营:钢板切割加工,钢板数控切割,钢板零割,钢板下料,特厚钢板切割,特厚钢板零割 17
17

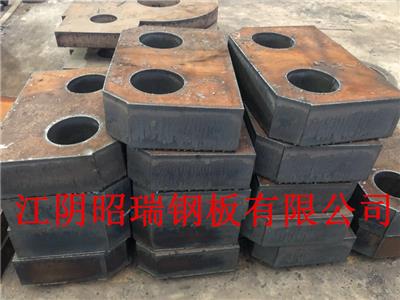
江阴昭瑞钢板有限公司是华东地区的钢板下料·**厚钢板下料加工及钢板零割下料物流配送市场。我司主营:钢板切割异型件,按客户图纸要求进行数控切割切割加工成型。
火焰切割和等离子切割的结构,钢板切割会变得更加容易方便。数控钢板切割设备中,比较常用的就包括了数控火焰切割机,它是利用火焰对钢板起到切割效果的。正是由于数控技术的运用,设备的自动化程度提高了很多,自动点火功能就是其中的表现之一。那点火环节的自动化,会给切割工作带来哪些改变呢。
钢板在进行切割的时候,首先要对其进行预热,由于产品厚度的不同,预热的时间要求也是有所区别的。而火焰自动点火就可以将可以将预热时间控制在理想的状态下,而且当当重新切割另一个不连续工件时,也不要对火焰进行关闭,只要将切割火焰的气源关闭就可以了。自动控制系统的运用,不会出现电火花损伤零件的现象出现,可见自动点火功能是非常有用的,不仅方便了连续切割,又能提高工作效率。鉴于以上这种种优点,以后应该要加强对这种功能的重视程度。
对于钢板切割加工包含了很多工艺,产品的打孔切割就是其中的一项,这也是令人头疼的一项,因为其中有很多事项需要注意,避免会影响到终的打孔切割质量。
在进行自动切割时,吊钢板至气割平台上,应调整钢板单边两端头与导轨的距离差在5mm范围内。在进行切割时,应将导轨被切割钢板的平面上,然后将切割机轻导轨上。
使有割炬的一侧面向操纵者,根据钢板的厚度选用割嘴,调整切割直度和切割速度。根据自动切割及切割方式的不同,调整各把割的距离,确定后拖量,并考虑割缝补偿;在切割中,割倾角的大小和方向主要以钢板厚度而定。在进行厚板气割时,割嘴与工件表面保持垂直,待整个断面割穿后移动割嘴,转入正常气割,气割将要到达终点时应略放慢速度,使切口下部完全割断。
根据板厚调整切割参数,切割参数包括割嘴型号、氧气压力、切割速度和预热火焰的能量等,工艺参数的选择主要根据气割机械的类型和可切割的钢板厚度,对未割过的钢板,应试割同类钢板,确定切割参数,同时检查割咀气通畅性。
钢板切割的操作工艺在进行自动切割时,吊钢板至气割平台上,应调整钢板单边两端头与导轨的距离差在mm范围内。在进行半自动切割时,应将导轨放在被切割钢板的平面上,然后将切割机轻放在导轨上。使有割炬的一侧面向操纵者,根据钢板的厚度选用割嘴,调整切割直度和切割速度。
根据自动切割及半自动切割方式的不同,调整各把割的距离,确定后拖量,并考虑割缝补偿;在切割过程中,割倾角的大小和方向主要以钢板厚度而定。在进行厚板气割时,割嘴与工件表面保持垂直,待整个断面割穿后移动割嘴,转入正常气割,气割将要到达终点时应略放慢速度,使切口下部完全割断。气割前去除钢材表面的污垢,油脂,并在下面留出一定的空间,以利于熔渣的吹出。气割时,割炬的移动应保持匀速,割件表面距离焰心以—mm为宜,距离太近会使切口边沿熔化,太远热量不足,易使切割中断。
现在,随着大功率等离子切割技术的成熟,切割厚度已**过mm,扩大了数控等离子切割和切割的规模。火焰切割器钢板的切割速度对应于钢在氧气中的燃烧速度。
在数控火焰切割机的实际生产中,切割速度应根据所用切割喷嘴的性能参数,气体类型和纯度,钢板材料和厚度进行调整。切割速度直接影响切割过程的稳定性和切割部分的质量。如果要人为地提高切割速度以提高生产效率并使用减速切割速度来优化切割质量,则无法做到,切割部分的质量只会恶化。切割速度太快会导致切割部分出现凹痕和熔渣等质量缺陷,从而导致切割结束。较慢的切割速度将导致切口的上边缘熔化和下垂,下边缘变圆,以及切割部分的下半部分。一些带有水射流的深沟槽出现等等。数控火焰切割机的预热处理是完成切割火焰温度控制的直接方法。在我国大多数数控火焰切割机的工作模式中,控制系统的时间设计一般需要控制切割火焰的温度。传统火焰切割方法与数控技术的结合使得数控火焰切割机在市场上得到更广泛的应用。在实际加工和使用中,考虑到火焰切割加工板厚度的巨大差异,许多公司无法准确掌握数控火焰切割机在不同材料和厚度下的速度设定。钢板切割和抛光的好处在钢板切割过程中,为什么需要抛光自由边缘。
为用户提供性价比的产品,是我们永远的追求。
http://ylwh.cn.b2b168.com
欢迎来到江阴昭瑞钢板有限公司网站, 具体地址是江苏省无锡江阴市新园路6号,联系人是杨经理。
主要经营江阴市昭瑞钢板有限公司是一家专业从事钢板数控切割、钢板下料、特厚钢板切割、特厚钢板零割及加工、配送等一站式服务的公司。 我公司承诺广大客户:做好产品、好质量、好售后。坚定“诚信赢得客户、服务设计价值”的服务理念。。
单位注册资金未知。
我司主要供应:钢板切割加工,钢板数控切割,钢板零割,钢板下料,特厚钢板切割,特厚钢板零割等,我们的产品质量优等,种类齐全,销售范围广,我们的服务客户满意;如果您对我公司的产品有兴趣,请在线留言或者来电咨询。